
ERAMET
Elaborarea si Rafinarea Materialelor Metalice
CIV Balzers
Cuptor cu Inductie in Vid tip Balzers HU-40-25-40-04
Descriere, componente, caracteristici tehnice, metode de analizã a topiturilor solidificate
Cuptorul cu inductie (in vid) – CIV (VIM) HU-40-25-40-04 Balzers este un agregat metalurgic in care se obtin aliaje metalice feroase si/sau neferoase din materiale si aliaje de puritate comercialã, cu continuturi scãzute de fosfor si sulf, prin topire sub actiunea curentilor de inductie, prin efect Joule-Lenz.
Cuptorul este destinat experimentelor metalurgice la scarã de laborator, pentru studiul interactiunilor materialelor la temperaturi ridicate, incluziunilor, interactiunilor cu materialele refractare, etc.
Poate fi folosit pentru diferite tipuri de procese tehnologice si anume topire, recoacere, reducerea metalelor, sinterizarea materialelor pulverulente, infiltrarea materialelor poroase.
Procesele se efectueazã la temperaturi ridicate si sub vid inaintat, astfel incat nu va avea loc oxidarea si topiturile solidificate nu vor prezenta pori.


Componentele principale ale cuptorului
Cuptorul electric cu inductie cu creuzet este constituit dintr-o carcasã din otel inoxidabil in care se gãseste creuzetul bazic sau acid (realizat prin stampare) plasat in interiorul unei spire de cupru rãcitã cu apã - inductorul. Creuzetul este pozitionat in interiorul spirei de cupru, aceasta plasandu-se, la randul ei, in camera de vidare.
Inductorul este confectiont din teavã de cupru (prin care circulã apa de rãcire), spirele fiind asezate intr-un singur strat in formã de solenoid. Prezintã de asemenea, rolul de a consolida si de a rigidiza creuzetul, fiind realizat in diferite variante tehnologice.
Convertorul reprezintã componenta principalã a sistemului de putere al cuptoarelor cu inductie, fiind de douã tipuri: convertor cu rezonantã in paralel si convertor cu rezonantã in serie, cel mai utilizat fiind cel cu rezonantã in serie.
Conductorii de alimentare pot fi cu legãturi rigide sau flexibile, cel de-al doilea sistem, cu pierderi de panã la 5% din puterea activã a cuptorului fiind mult mai utilizat datoritã simplitãtii solutiei.

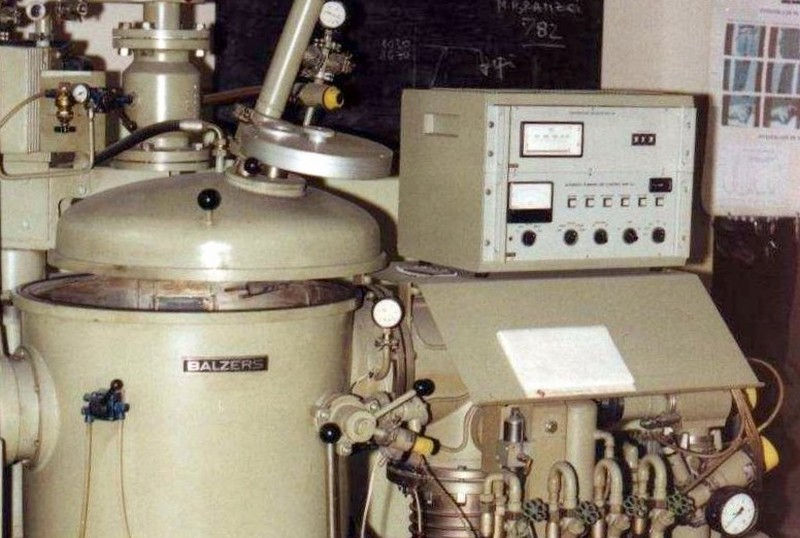
Cuptorul cu inductie in vid Balzers HU-40-25-40-04
Mecanismul de basculare este actionat manual sau hidraulic. In principiu, la evacuarea cu ajutorul acestuia se roteste cuptorul in jurul unei axe care trece pe sub jgheabul de evacuare, sistemul permitand scurtarea jetului de otel, ceea ce micsoreazã fenomenul oxidãrii secundare.

Cãptuseala refractarã a cuptorului cu inductie Balzers inainte de sinterizare
Creuzetul cuptorului se realizeazã din mase granulare de stampare bazice (magnezitice) sau acide (silica) prin batere, in afara cuvei de etansare (pentru limitarea interstitiului intre creuzet si inductor) prin procedeul uscat sau umed.
Acesta trebuie sã reziste la temperaturile ridicate din timpul procesului de elaborare (de peste 1600°C), la solicitãrile mecanice datorate greutãtii incãrcãturii solide sau bãii metalice si actiunii corozive chimice a zgurii si a topiturii metalice.
In principiu, se utilizeazã creuzete preformate pe bazã de MgO spinel si masã refractarã uscatã tip Rodacor Mix 016, material neutru din punct de vedere chimic, cu formare de spineli neutri la temperaturi cuprinse intre 1650...1700 ºC, insotite de cresteri de volum si care ajutã la compactizarea si consolidarea captuselii refractare.
In cazul in care se lucreazã la temperaturi mai mici de 1650 ºC este recomandat ca sãptãmanal sã se facã o incãlzire peste 1650 ºC pentru refacerea stratului sinterizat si cresterea duratei de viatã a captuselii. Temperatura maximã de utilizare este de 1750 ºC. Stamparea se executã in conformitate cu procedurile de lucru pentru materiale refractare uscate, iar sinterizarea se face liniar cu o vitezã de circa 200 ºC/h.
Principalele caracteristici tehnice ale cuptorului
Alimentare la curent alternativ trifazic:
-
Consumul de putere 48 kVA
-
Tensiunea de alimentare 3x380 V
-
Frecventa 50 Hz
Caracteristici electrice la iesire:
-
Putere nominalã 40 kW
-
Tensiunea nominalã 250 V
-
Frecventa nominalã 4 kHz
-
Puterea totalã reactivã 618 kVAR
Domeniile de operare:
-
Putere, aprox. 0...44 kW
-
Tensiune, aprox. 0...260 V
-
Frecventã, aprox. 3...4,05 kHz
-
Curent (continuu): 5...89 A
Transformatorul:
-
Capacitatea nominalã la 4 kHz: 100 kVA
-
Tensiune in primar/secundar 250/250 V
Date generale:
-
Necesarul de apã de rãcire:
- fãrã unitatea de consum 22,5 l/min.
- cu unitatea de consum 27,5 l/min.
-
Temperatura maximã a apei de rãcire in spirã 300ºC
-
Presiunea apei de rãcire la interior:
minimum 3 bari, maximum 6 bari.
Capacitatea creuzetului:
-
max. 10 kg otel lichid.
Prin selectarea facultativã a tensiunilor de iesire ale convertizorului de medie frecventã este posibilã executarea tuturor proceselor de topire si sinterizare, atat in atmosferã cat si in vid, cu sau fãrã prezenta gazului inert in incintã.
Capacitãtile cuptorului, in functie de volumul creuzetului, pentru otel lichid

Creuzete din materiale refractare utilizate la elaborarea materialelor metalice
a. Creuzet mare
● Dimensiuni:
Dint. = 9,5 cm; Hint. = 21 cm; V = 1488 cm³ ≈ 1,5 dm³
● Capacitatea maximã de umplere:
Dint. = 9,5 cm; Hint. = 18 cm; V = 1, 275 dm³
● Greutate maximã sarjã otel:
Motel = V x δ = 1,275 x 7,8 ≈ 10 kg
b. Creuzet mic
● Dimensiuni:
Dint. = 5,5 cm; Hint. = 12 cm; V = 285 cm3 ≈ 0,285 dm³
● Capacitate maximã de umplere:
Dint. = 5,5 cm; Hint. = 9 cm; V = 0,214 dm³
● Greutate maximã sarjã otel:
Motel = V x δ = 0,214 x 7,8 ≈ 1,66 kg
Creuzetele sunt realizate din materiale refractare de puritate avansatã, cu refractaritate ridicatã, capabile sã reziste la temperaturi de panã la 1800ºC. In functie de materialul metalic elaborat acestea sunt executate din aluminã, zirconie sau magnezit.
Utilajul de turnare
Utilajul de turnare a fost proiectat tinandu-se cont de conditiile experimentale si de capacitatea de elaborare in cuptorul cu inductie. In acest scop s-a tinut cont de destinatia utilajului si anume:
-
lingotiere pentru obtinerea lingourilor destinate deformãrii plastice (forjarii, laminãrii etc.);
-
lingotiere pentru obtinerea epruvetelor de testare a caracteristicilor mecanice ale aliajelor turnate.

Lingotiere de fontã pentru turnarea aliajelor metalice in cadrul laboratorului ERAMET
Lingotierele destinate obtinerii lingourilor turnate si supuse deformãrii plastice (forjãrii, laminãrii etc.) prezintã sectiune rotundã si poligonalã (hexagonalã) pentru a se putea studia influenta sectiunii lingoului asupra calitãtii produselelor metalice deformate. Pentru a se reduce retasura lingourilor, in conditiile in care turnarea se efectueazã in mod direct, lingotierele sunt invers conice.
Pentru calculul dimensiunilor lingotierelor s-a tinut cont de capacitatea cuptorului de elaborare, cuptor prevãzut constructiv cu douã tipuri de inductoare: unul cu capacitatea maximã de 2 kg otel lichid, si unul cu capacitatea maximã de 10 kg otel lichid, motiv pentru care lingotierele au capacitatea de 6, 7 si respectiv 10 kg otel lichid.
De asemenea, laboratorul este dotat si cu lingotiere pentru turnarea produselor plate in vederea utilizãrii pentru diferite aplicatii tehnice.
Lingotierele destinate obtinerii epruvetelor turnate au fost proiectate si executate in vederea posibilitãtii de caracterizare mecanicã a materialelor metalice in douã tipo-dimensiuni si anume:
-
epruvete standard, pentru cochile in care sã se obtinã bare rotunde cu dimensiunile Ø 22 x 165 mm;
-
epruvete reduse pentru bare rotunde cu dimensiunile Ø 14 x 120 mm.
Pentru asigurarea obtinerii unor materiale fãrã retasurã cochilele au fost proiectate cu o palnie de alimentare care sã aibã si rolul de maselotã.

Lingotierã pentru turnarea produselor plate
Deoarece forma finalã a produselor turnate trebuie sã fie cat mai apropiatã de forma cilindricã, cochilele pentru epruvete au fost realizate din douã semilingotiere cu separare pe lungime, astfel incat sã se permitã extragerea facilã a pieselor turnate.

Lingotierã pentru turnare epruvete standard

Lingotierã pentru turnare epruvete reduse
Capacitãtile lingotierelor pentru epruvete standard sau reduse, in functie de volumul interior, pentru otel lichid:
a. Lingotierã pentru epruvete standard
● Dimensiuni:
D = 2,2 cm; H = 15,5 cm; V = 59 cm³ ≈ 0,059 dm³
● Greutate epruvetã:
Motel = V x δ = 0,059 x 7,8 ≈ 0,46 kg
● Dimensiune bazin:
L = 6,2 cm; l = 3,6 cm; H = 1,5 cm;
V = 33,48 cm³ ≈ 0,035 dm³
● Greutate bazin:
Motel = V x δ = 0,035 x 7,8 ≈ 0,273 kg
● Greutate totalã epruvetã standard:
2 x 0,46 + 0,273 ≈ 1,2 kg
b. Lingotierã pentru epruvete reduse
● Dimensiuni:
D = 1,4 cm; H = 12 cm; V = 18,46 cm³ ≈ 0,0185 dm³
● Greutate epruvetã:
Motel = V x δ = 0,0185 x 7,8 ≈ 0,145 kg
● Dimensiune bazin:
L = 6 cm; l = 3,6 cm; H = 1,5 cm;
V = 32,4 cm³ ≈ 0,0324 dm³
● Greutate bazin:
Motel = V x δ = 0,0324 . 7,8 ≈ 0,253 kg
● Greutate totalã epruvetã redusã:
2 x 0,145 + 0,253 ≈ 0,543 kg
c. Lingotiera (cochila) pentru prelevare probe este confectionatã din cupru masiv in care este practicatã o amprentã circularã cu diametrul de 40 mm si adancimea de 20 mm si permite obtinerea unor probe cilindrice pentru examinarea spectrometricã a compozitiei chimice a aliajelor elaborate.

Lingotierã (cochilã) pentru prelevare probe

Oale de turnare de diferite capacitãti
Oalele de turnare a aliajului lichid sunt adaptate capacitãtii cuptorului cu inductie si au capacitãti de 2…10 kg otel lichid. Oalele de turnare au capacitãti diferite si se utilizeazã pentru turnarea aliajelor lichide in lingouri sau piese.
Nimic nu surprinde mai bine atmosfera dintr-un anumit loc decat un video. Tocmai de aceea se expun aici cateva clipuri de prezentare cu activitatea din Laboratorul ERAMET, video-urile fiind intotdeauna atat cele mai asteptate, cat si cele mai apreciate.
Prezentarea diferitelor experimente metalurgice cu Cuptorul cu Inductie in Vid Balzers HU-40-25-40-04 din cadrul Laboratorului ERAMET
In timpul experimentelor pot fi luate probe si pot fi fãcute adaosuri, iar oxigenul dizolvat poate fi mãsurat cu o lance, fãrã a se deteriora atmosfera sau vidul din cuptor. Cuptorul este dotat cu un sistem de control al presiunii, cu regulatoare de debit masic si termocuple, si trimite datele la un PC cu vizualizare dedicatã si software de inregistrare a rezultatelor.
Temperatura se mãsoarã in mod continuu si cuptorul Balzers este etans pentru gaze, astfel incat experimentele pot fi efectuate sub protectie (Ar sau N2), sub atmosferã activã (CO/CO2 sau aer) sau in vid. Nivelul presiunii partiale a oxigenului (pO2) poate fi setat prin intermediul a douã regulatoare de debit care controleazã raportul CO/CO2.
Analiza topiturilor solidificate
Pentru efectuarea analizelor metalografice calitative si cantitative ale materialului studiat, topitura solidificatã in matritã se debiteazã in felii, perpendicular pe axa lingoului turnat.
Probele metalografice, dupã debitare, se fixeazã in rãsinã de polimer. Se efectueazã apoi operatiunile standard de slefuire si lustruire, folosindu-se hartie abrazivã si pastã de diamant, otinandu-se astfel o calitate acceptabilã a sectiunilor transversale.
Pentru a se imbunãtãti contrastul imaginilor obtinute prin microscopie electronicã SEM luate din structura probei turnate, sectiunile transversale se acoperã cu un strat subtire de carbon, de aproximativ 20 nm.
Evaluarea calitãtii esantioanelor turnate se efectueazã utilizandu-se metode de microscopie opticã si electronicã. Microscopia opticã se foloseste, in principal, ca o verificare a calitãtii probelor inainte de investigatiile prin microscopie electronicã sau prin spectrometrie.
Microscopia electronicã de baleiaj (SEM) si spectrometria de raze X sunt cele mai importante metode de observare si analizã a elementelor aliajelor experimentale.
Pentru topiturile solidificate se poate folosi o facilitate, microscopia TEM, cu pregãtirea probelor in formã de lamele subtiri pentru microscopie electronicã de transmisie cu fascicul de ioni focalizat (FIB).
Pentru investigatii se utilizeazã dotãrile existente in laboratoarele Centrului de Cercetare si Expertizare Materiale Speciale CEMS-UPB din cadrul Facultãtii Stiinta si Ingineria Materialelor:
Lab.01 Laboratorul de pregãtire a probelor metalografice
Lab.02 Laboratorul de microscopie opticã
Lab.03 Laboratorul de microscopie electronicã SEM
Lab.04 Laboratorul de microscopie electronicã TEM
Lab.05 Laboratorul de analize chimice prin spectrometrie
de emisie opticã si fluorescentã LISEOFRX